Le sujet que j'aborde aujourd'hui sur la Plek machine que vient de recevoir le luthier Alexandre Bouyssou dans sons atelier d'Orsay, est particulièrement intéressant sur la réalité et l'avenir du métier d'artisan luthier au 21ème siècle et de ses moyens de production.
 |
|
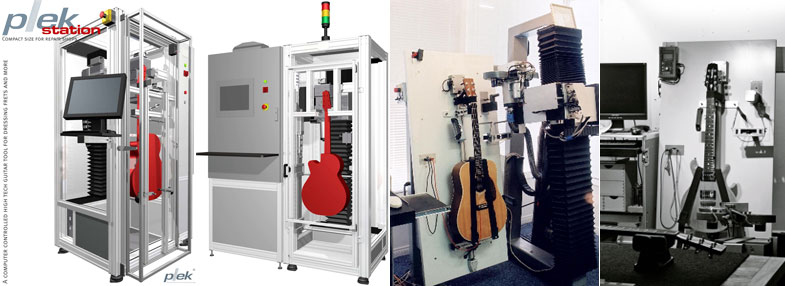
| La Plek Basic 1.01 La Plek est une machine assistée par ordinateur qui réalise automatiquement une "planimétrie" des frettes (fret dressing). Présentée pour la première fois au Musikmesse de Francfort en 2000, le modèle initial nommé "plek basic" fut exposé au Namm en 2001 et vendu la même année. En 2004, toujours au NAMM, une seconde machine voit le jour : "la plek pro". La version actuelle, la "plek pro/sts" a été lancée en 2006. Les fidèles de laguitare.com ont pu découvrir cette petite révolution dans l'industrie de la guitare dans le reportage consacré à Warwick en 2007. Photos ci-dessus de gauche à droite : 1 et 2 : dernière plek station en date, 3 : première version, 4 : plek de l'atelier d'Alexandre Formation d'un luthier Sans parler des machines classiques utilisées dans pratiquement tous les ateliers de lutherie comme la scie à ruban, la scie circulaire, la calibreuse, la perceuse à colonne etc.., on imagine ou on attend d'un artisan qu'il réalise à la main toutes les tâches inhérentes à sa profession, sans l'aide d'engins habituellement utilisées dans l'industrie de la guitare. Cependant, on est en droit de se demander si certaines étapes dans la fabrication artisanale d'un instrument ne peuvent pas être optimisées par la machine qui réduit le temps passé par le luthier sans pour cela dévaloriser son travail, d’autant que certaines phases demandent une précision telle que seul un outil mécanisé peut les réaliser parfaitement. A l'image de l'école de lutherie de Newark en Angleterre où l'enseignement est basé sur le tout fait main, il est nécessaire pour un futur luthier pendant sa formation, d’apprendre toutes les étapes de fabrication avec le moins d’instruments industrialisés possible afin d'acquérir toutes les bases indispensables à la pratique artisanale de son métier. Prenons l'exemple qui nous intéresse ici et qui concerne la planimétrie des frettes d'un manche de guitare. Si l'on forme un luthier à utiliser une machine qui réalise cette tâche sans qu'il ait préalablement appris à le faire de A à Z correctement à la main, il délègue de fait son savoir-faire à une machine et ne possède donc pas la technique et les connaissances pour l'appliquer sans l'aide de cet outil mécanique. Par contre, comme c'est le cas pour Alexandre et Benoît de l'Atelier d'Alexandre, si l'artisan confirmé realise depuis des années ce genre de réglage à la main, Il saura exactement quoi attendre de la machine, ce qu'elle doit faire et ne pas faire. Débat Après quelques recherches sur internet, je suis tombé sur un sujet posté sur le Forum du luthier Benoît de Bretagne dans lequel ce denrier liste les éléments nécessaires pour réaliser une planimétrie. Il doute qu'une machine puisse prendre en compte tous ces paramètres. J'ai demandé à Alexandre Bouyssou de répondre à chaque point exposé par Benoît. Vous pouvez retrouver ceci en fin d'article mais en attendant voyons ensemble, dans le détail comment se gère une telle mécanique ! |
|
Les frettes (alliage de cuivre zinc et nickel) ne sont pas éternelles et s'usent plus ou moins vite en fonction de l'utilisation de votre guitare. De plus, le matériau utilisé n'a pas été choisi pour résister particulièrement à l'usure et si on commence à voir dans les ateliers de luthiers de nouvelles générations de frettes beaucoup plus résistantes, une rectification de celles-ci sera certes moins systématique mais toujours nécessaire. Sur la photo ci-contre, on remarque l'état avancé de l'usure des frettes qui mériteraient ici d'être changées. Lorsque elle est moins importante, la conséquence première est le phénomène de la corde qui frise et des bends qui s'étouffent. Pour régler ce problème, il suffit de rectifier l'ensemble du plan de frettes (en les ponçant) de façon à l'avoir le plus droit possible. Ensuite, on reforme les frettes une à une de façon à ce qu'elles retrouvent leur forme arrondie (important pour la précision des notes et leur justesse). Cette pratique, qui sera différente pour chaque frette, va bien sûr en diminuer l'épaisseur et donc modifier l'action des cordes et l'alignement des différentes frettes entre elles par rapport au radius du manche. Il sera alors nécessaire de procéder à un réajustement global sur tout le manche. |

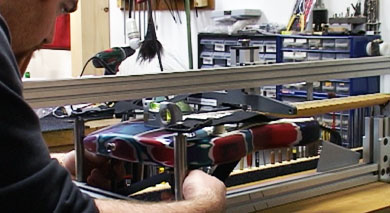
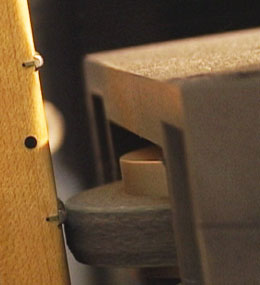
| Tout machine ? ou homme + machine ? Croire que la machine va tout faire à votre place est bien évidemment un leurre. L'acquisition d'une plek est avant tout un investissement en argent mais aussi en temps. Une formation est nécessaire pour piloter un tel engin car il ne faut pas oublier qu'il s'agit ici d'une machine à usiner commandée par un ordinateur. Etape 1 : Préparation de l'instrument La première étape est manuelle et consiste à régler correctement le manche de la guitare à l'aide du trussroad. Il faut alors installer l'instrument sur le stand qui ira ensuite se fixer sur la plek (photo en bas à droite). Les premiers réglages précis commencent et le luthier devra les respecter à la lettre. Mise à niveau du corps et alignement du manche de la guitare sur le support (photo en bas à gauche). |
|||||||
|
|||||||
| Etape 2 : Saisie des paramètres Un engin piloté par ordinateur fera ce que ce dernier lui ordonnera de faire et celui-ci le fera en fonction des instructions que le luthier va lui donner. La machine (bien réglée) a une marge d'erreur très faible, un ordinateur également. Il est donc capital de donner les informations le plus précisément possible. Commence alors la saisie des données d'identification qui permettra d'archiver le profil de l'instrument. Des mesures très très fines sont demandées, comme le diamètre des cordes, la largeur des frettes, la distance entre le sillet de tête et la première frette, etc... Alexandre et Benoît utilisent pour cela un pied à coulisse numérique précis au centième de millimètre. Quand tout est rentré dans l'ordinateur, la plek est prête pour ses premières analyses de mesures.
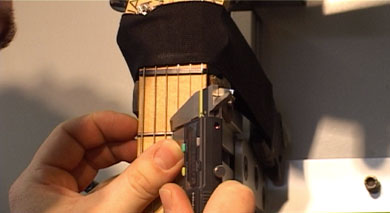
La première analyse de la plek est réalisée avec la guitare sous tension des cordes. Un "doigt capteur" en contact avec la touche et les frettes, vient scanner tout le manche et analyse également l'action des cordes. (Voir photos ci-dessous). Ces premières mesures vont permettre à l'ordinateur d'enregistrer l'état initial du profil des frettes et de dresser un état des lieux très précis.
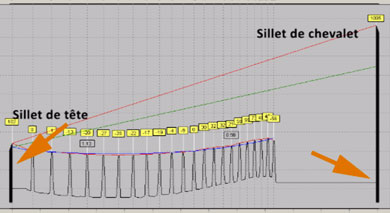
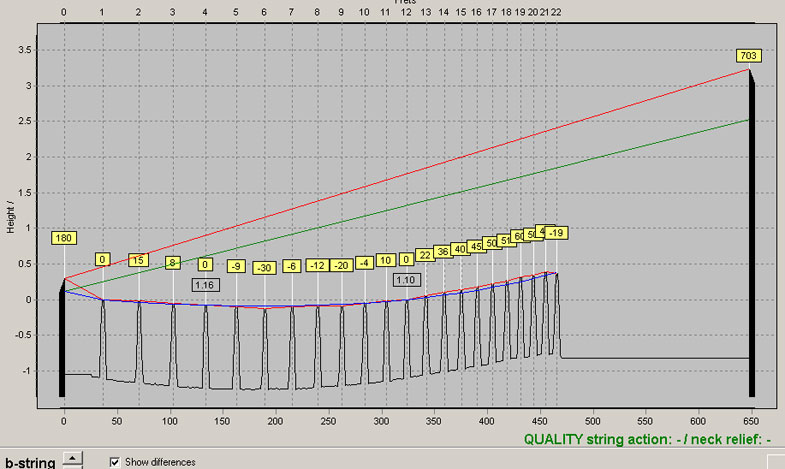
L'analyse terminée, Benoît affiche sur l'écran de l'ordinateur le paysage du manche, frette par frette, corde par corde avec deux courbes. Celle de l'état actuel (rouge) et celle de l'état proposé par le programme informatique (verte et bleue). Les deux courbes générales rouge et verte montrent qu'il y a de la matière à enlever sur le bas du manche. Sur la photo de droite, l'analyse est plus détaillée, nous pouvons constater que les dernières frettes peuvent être généreusement poncées (là où la courbe rouge est au dessus de la courbe bleue).
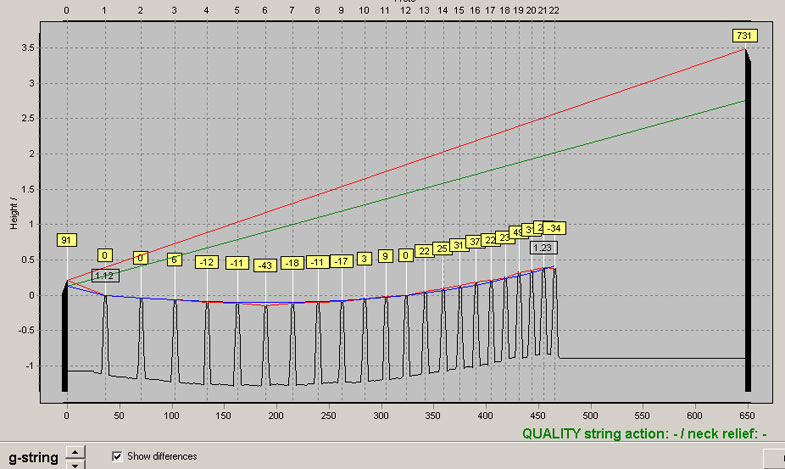
Benoît indique à l'ordinateur de remonter cette courbe afin qu'elle s'ajuste en tous points à la rouge en passant les valeurs négatives en valeurs positives. En fonction de la géographie du profil du manche, cette courbe s'adapte afin d'optimiser le ponçage avec pour objectif premier d'enlever le moins possible de matière aux frettes. (Voir en dernière page de l'article les impressions écrans de toutes les cordes)
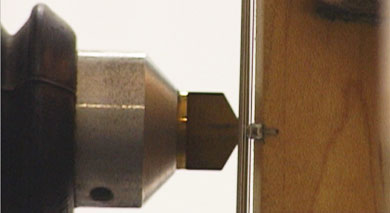
Etape 4 : Ponçage et polissage des frettes |
|||||||
|
|||||||
| Etape 5 : Finition et réglages Lorsque l'étape de polissage est terminée, la guitare n'est pas encore prête à l'emploi. Il reste au luthier à peaufiner le polissage et à effectuer les derniers réglages du manche et pour le cas d'une électrique (comme ici) à revoir pontet par pontet, l'ajustement pour chaque corde. Compter 30 mn pour cette dernière étape. Comme vous pouvez le constater sur les vidéos, le résultat est digne d'un travail soigné, professionnel et prècis. La machine travaille t-elle mieux que l'homme ? Sans aller jusque là, je dirais qu'elle prendra en compte certains paramètres de manière plus précise afin d'obtenir un résultat global plus homogène. L'intervention manuelle passera sans doute à côté de certains petits détails, ce qui ne sera pas le cas d'un engin assisté par ordinateur. Pour prendre un exemple, la plek travaille au niveau de chaque corde sur la même frette soit en 6 points différents. Difficile de réaliser cette tâche à la main. Par contre, il est capital de bien programmer l'ordinateur en étant le plus précis possible dans les données à saisir, au risque d'obtenir un résultat peu satisfaisant. Coût d'une intervention à la plek Une planimétrie manuelle est réalisée en moyenne en 2h30 et coûte 160 € dans l'atelier d'Alexandre. Avec la plek (+ interventions manuelles avant et après le passage à la machine) il faut compter entre 2h00 et 4h30. L'Atelier d'Alexandre offre le même tarif, 160 € pendant la première année. Il passera ensuite à 200 €. Profitez-en ! De plus, une remise de 15 % est gracieusement offerte pendant 1 mois, du 27 février au 27 mars, aux guitaristes qui se présenteront avec ce bon (à télécharger et à éditer). |
|||||||









|
 |
 |
 |
 |
 |
 |
 |


- Forum accessoires et Lutherie
- Plek Station pour planimétrie 10
- PLEK sur vos frettes? 28
Écrire un commentaire